تنش زدایی (PWHT) و یا Post Weld Heat Treatment نوعی از عملیات حرارتی می باشد که منجر به بهبود خواص مکانیکی فلز یا قطعه می گردد.
ابتدا به تعریف عملیات حرارتی می پردازیم: گرم کردن و سرد کردن زمانبندی شده فلزات، سرامیکها و آلیاژها را به منظور بدست آوردن خواص مکانیکی و فیزیکی مطلوب، عملیات حرارتی مینامند.
عملیات حرارتی برای تغییر خواص فیزیکی، شیمیایی، مکانیکی و به ویژه متالورژیکی مواد استفاده میشود.
به عملیات حرارتی که بعد از تولید انجام شود پس گرم می گویند.
هدف از عملیات پس گرم چیست؟ پسگرم و یا بازپخت فرآیندی است، جهت از بین بردن تنش های موجود که در عملیات و فرآیند تولید به وجود آمده است.
اعمال نیرو و یا تغییرات دمایی میتوانند در قطعه تنشی ایجاد کنند که ممکن است بسیار زیان بار باشد.
این تنشها که «تنشهای پسماند» نامیده میشوند، میتوانند سبب تاب برداشتن، ترک برداشتن و یا شکست زودهنگام در حین تولید یا درحین کار شوند.
این تنش ها ممکن است در اثر وجود شیب حرارتی یا درواقع عدم سرد شدن یکنواخت قطعه و یا ماشینکاری و کارسرد بوجود بیایند.
حال که با مقدمات آشنا شدید، به طور مشخص به عملیات حرارتی پس از جوشکاری برروی فلز می پردازیم:
PWHT چیست ؟
PWHT همانطور که از نام آن بر می آید، عملیات گرم کردن یکنواخت فلز پس از جوشکاری (Post Weld) تا دمای مناسب زیر حد بحرانی ، و سپس سرد کردن یکنواخت آن می باشد که به آن عملیات پس گرم جوش نیز گفته میشود.
(با توجه به اینکه این نوع از عملیات حراتی بعد از جوش کاری صورت می گیرد، عملیات حرارتی پس از جوشکاری را به اختصار پسگرم یا تنش زدایی جوش می گویند.)
چرا قطعه جوش شده را تنش زدایی می کنیم؟
قطعات جوش شده چه هنگام جوشکاری مهار شده و چه آزاد بوده باشند در آستانه تنش تسلیم دارای تنشهای باقیمانده هستند . این تنشها منجر اشکالاتی در می شوند.
البته احتمال پدید آمدن این عیوب به ترکیب شیمیایی فولاد ، روش جوشکاری ، طرح جوش و شرایط بهره برداری نیز بستگی دارد .
تنش زدایی چه موقع باید انجام گردد؟
تصمیم تنش زدایی یک جوش بر اساس مقررات استاندارد که توسط انجمن مهندسان آمریکا تنظیم می شود (ASME)، اخذ می گردد .
مقررات این استاندارد شرایط مواد ، ترکیب شیمیایی ، ضخامت و موارد لزوم تنش زدایی بعد از جوشکاری را تعریف می کند.
همچنین تصمیم آزاد سازی تنشها در جوش عموما بر اساس تجربه بوده و از اطلاعات بدست آمده از آزمایشات چقرمگی ، تیزی و مقدار شیار و میزان تنشهای باقیمانده حاصل می گردد.
برای قطعاتی که قبل از جوشکاری پیش گرم شده اند، غالبأ عملیات تنش زدایی نیز انجام می گردد.
دمای تنش زدایی برای فولادهای معمولی و کم آلیاژ که جوشکاری می شوند در محدوده 900 – 1250 f می باشد که پایین تر از حد بحرانی است.
مدت زمان تنش زدایی فولاد معمولا برای هر اینچ ضخامت یک ساعت است.
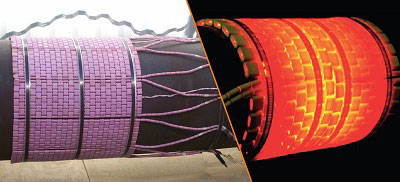
قطعات پیچیده یا فولادهایی که میل زیادی به ترک خوردن دارند باید بلافاصله پس از جوشکاری و قبل از سرد شدن تا دمای پیش گرمایش ، در کوره های تنش زدایی قرار بگیرند. (فرآیند PWHT به دو صورت در کوره و یا به صورت لوکال بر روی قطعه انجام میشود)

تاثیر عملیات تنش زدایی جوشکاری (PWHT)، بر فولاد :
عملیات تنش زدایی فقط بخاطر از بین بردن تنش ها بکار می روند و تغییرات ساختاری فولاد از آن انتظار نمی رود ولی با این حال تأثیرات عمومی عملیات حرارتی تنش زدایی بصورت های زیر می باشند :
1 – بازیابی Recovery
2 – توقف Relaxation
3 – تمپره کردن Tempering ( نرم کردن و از بین بردن نواحی سخت )
4 – پایداری ابعادی
5 – مقاومت در برابر خوردگی و کاهش خرابی
1) بازیابی چیست – اثر تنش زدایی بر Recovery :
اولین تأثیری که باید هنگام افزایش دما در عملیات حرارتی تنش زدایی حاصل شود بازیافت است .
در تنش زدایی دما بطور یکنواخت افزایش داده می شود تا کلیه قسمتهای قطعه در تمام مدت تا حد امکان هم دما باشند تا از ایجاد تنشهای حرارتی جلوگیری گردد .
در واقع هنگام افزایش دمای یک ماده ، تنشهای داخلی آن کاهش پیدا می کند.
بازیافت همچنین باعث تغییراتی در خواص مغناطیسی و الکتریکی می شود و به نظر می رسد با افزایش دمای فولاد ، حرکات ویژه ای بین اتمها و الکترونهای آن ایجاد میشود که باعث کم شدن تنشهای داخلی می گردد.
2) توقف ( Relaxation ) چیست؟
با افزایش دمای جوش تا 1200F یا بالاتر توقف اتفاق می افتد و در آن تنشها به آرامی و به طور کامل آزاد می شوند .
توقف هنگامی ایجاد می شود که تنش زدایی در دمای بالا و بمدت کافی انجام بگیرد .
مقاومت تسلیم فولاد در دمای 1200F نسبت به مقدار آن در دمای محیط خیلی کم است و این به
آن معنی است که اتمها دیگر قادر به تحمل تنش نبوده و اجبارا به همدیگر نزدیک می شوند و با فاصله های مساوی همانند کریستالی که از تنش آزاد باشد آرایش می گیرند .
در این حالت مقاومت تسلیم فولاد از تنشی که به آن وارد میگردد کمتر است و تا زمانیکه مقدار تنش ( فشاری یا کششی ) با مقاومت تسلیم فلز در دمای 1200F برابر نشده باشد بطور پلاستیک کرنش خواهد کرد.
عملیات حرارتی تنش زدایی اتمها را قادر می سازد تا به حالت با فاصله های مساوی برگشته و تنشها را آزاد کند.
سازه های فولادی ویژه ای که در دماهای زیاد ، مقاومت فوق العاده ای در برابر خزش دارند ، کندتر از فولاد معمولی به نقطه توقف می رسند.
فولادهای مقاوم در برابر خزش ، مثلا فولاد با ترکیب 2% کربن ، 5% مولیبدن ، برای یک تنش زدایی یا درجه خاص ، نسبت به فولادهای غیر آلیاژی به دمای بیشتر و زمان طولانی احتیاج دارد.
فولادهای با آلیاژ بیشتر با افزایش دما استحکام بالایی دارند . فولاد ضد زنگ آستنیتی 316 حتی در دمای بالای 1200F مقاومت تسلیم خوبی دارد.
لایه دوم جوش تنش های باقیمانده لایه اول را آزاد می کند ولی تنش های جدیدی بوجود می آورد.
بنابراین تنش های باقیمانده جوشهای چند لایه ای کمتراز جوش های تک لایه ای نبوده و به همان اندازه احتیاج به تنش زدایی دارد .
بعلاوه با ضخیم شدن جوش، تنش های باقیمانده پیچیده تر می شود .
قسمتهای ضخیم تر نسبت به قسمت های نازکتر برای از بین بردن تنشها به زمان طولانی تری نیاز دارند چون سطح قطعه اولین جایی است که به دمای کوره می رسد و مدت زیادی سپری می شود تا وسط قطعه های ضخیم به دمای کوره برسد.
3) تمپره کردن چیست ؟
نواحی گرما دیده مجاور جوشهایی که بدون پیشگرمی یا پسگرمی ناقص و ناکافی بوجود آمده اند در فولادهای با کربن متوسط و بسیاری از فولادهای با استحکام زیاد آنچنان سریع سرد می شوند که به سخت کردن یا کوئینچ شباهت دارند .
افزایش دمای فولاد کوئینچ شده را تا هر دمایی زیر محدوده بحرانی تمپره کردن می گویند .
برای تمپره کردن، فولاد تا دمائي پايين تر از (F° 1335) گرم شده و به مدت معيني در آن دما نگه داشته مي شود و بالاخره تا دماي محيط سرد مي گردد.
4) اثر تنش زدایی بر پایداری ابعادی:
پایداری ابعاد در یک جوش مستقیما از تنشهایی که در قطعه محبوس مانده باشد متأثر می شود.
تنش زدایی جوش قبل از ماشینکاری باعث می شود که قطعه از نظر شکل پایدار بماند و ابعاد آن هنگام ماشینکاری تغییر نکند.
5) مقاومت در برابر خوردگی پس از تنش زدایی
بسیاری از فلزات و آلیاژها در معرض ترک خوردگی تنشی قرار دارند . فولاد از این امر مستثنی نمی باشد .
تغییر ماهیت محیط خورنده یا کاهش تنش می تواند احتمال ترکخوردگی تنشی را از بین ببرد .
چرخه دمایی در عملیات حرارتی پس از جوشکاری (PWHT) :
فرآیند عملیات حرارتی پس گرم ( حرارت دادن و خنک کردن ) اغلب به صورت اتوماتیک و با استفاده از تجهیزات اندازه گیری ابزاردقیق دما مانند ترموکوپل انجام می شود.
انجام صحیح عملیات تنش زدایی پس گرم وابسته به 4 پارامتر کلیدی زیر است :
- نرخ گرمایش
- دمای نگه داشت
- زمان نگه داشت
- نرخ سرمایش
نرخ گرمایش عملیات حرارتی:
معمولا عملیات حرارتی در محدوده دمای بحرانی ناگوار هستند و به همین علت تنش زدایی در بیشتر موارد زیر حد بحرانی انجام می گیرد.
قطعه جوشکاری شده باید با میزان مشخصی از حرارت گرمادهی شوند، زیرا اگر میزان گرما مورد توجه قرار نگیرد، قطعه مورد نظر به دلیل توزیع حرارتی نامناسب در معرض تشدید تنش قرار می گیرد و باعث تنش و ترک خوردگی احتمالی میگردد.
دمای نگه داشت:
بازه دمایی مشخصی برای نگهداری فلز جوشکاری شده در آن، وجود دارد، تا از سطح تنش ها بطور موثری کاسته شود.
دمای نگه داشت با توجه به جنس اجزای اتصال / سازه به طور معمول بین 600 تا 760 درجه سانتی گراد تعیین می شود.
زمان نگه داشت:
عبارتست از بازه زمانی مشخص شده ، که قطعه جوشکاری شده باید در دمای مورد نظر نگهداری گردد. که موجب می شود تا گرما به صورت یکسان در سراسر ضخامت توزیع گردد.
زمان مناسب نگه داشت برای کاهش سطح تنش پسماند الزامی است و با توجه به ضخامت اتصالات تعیین می گردد. برخی از مراجع زمان یک ساعت به ازای 20 تا 25 میلی متر ضخامت را توصیه می نمایند.
نرخ سرمایش فلز برای تنش زدایی:
نرخ سرمایش نیز باید مورد توجه قرار گیرد تا از ایجاد تنش و ترک خوردگی حاصل از آن به دلیل توزیع نامناسب حرارت پرهیز گردد.
با اتمام زمان نگه داشت، قطعه در کوره ای با نرخ سرمایش مشخص و کنترل شده خنک می شود.
نتیجه گیری:
در این مقاله فقط سعی بر این بود که با مفاهیم و کلیات فرآیند PWHT آشنا شوید. باید در نظر داشته که نوع فولاد و کاربردهای آن از مهمترین مسائل قابل توجه برای اجرای عملیات حرارتی پس گرم PWHT هستند.
استثناهایی در زمینه کاربرد و نوع مواد وجود دارد که عملیات حرارتی پس از جوشکاری می تواند موجب ایجاد اثرات مخرب در آنها شود.
لذا برای اجرای صحیح این عملیات باید به صورت موردی به استانداردهای مرجع مراجعه نمود.
استانداردهای تنش زدایی، عملیات حرارتی و PWHT در صنعت با تمرکز بر نفت و گاز :
در قسمت استانداردهای عملیات حرارتی PWHT نیز سعی شده است مجموعه ای از مهمترین استانداردهای این مبحث، در صنایع و نفت و گاز برای شما عزیزان آماده گردد که میتوانید آنها را نیز دانلود نمایید.
استانداردهای API برای عملیات حرارتی:
API RP-2201 : Safe Hot Tapping Practices in the Petroleum and Petrochemical Industries
API RP-577 Welding Processes, Inspection, and Metallurgy
استانداردهای ASME برای عملیات حرارتی:
ASME PCC-2 :Repair of Pressure Equipment and Piping (Article 210 and 216)
ASME STP-PT-033 : DEGRADATION OF NOTCH TOUGHNESS BY A POST WELD HEAT TREATMENT/PWHT
استانداردهای ISO -BSI برای عملیات حرارتی:
ISO/TR 14745
ISO/TR 17663
BS 6990
استانداردهای AWS برای عملیات حرارتی:
AWS D10.10 Recommended Practices for Local Heating of Welds in Piping and Tubing




سلام
ببخشید چرا نمیتونم فایل رو خریداری کنم
درود بر شما.
منظورتون کدام فایل هست؟
این صفحه فایلی برای دانلود ندارد. اگر جای دیگری و برای فایل دیگری مشکل دارید بفرمایید ، درخدمتم.